
Станок для облицовывания кромок WoodTec Pioneer



Описание
НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 2 мм.
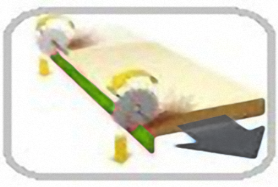
СХЕМЫ ОБРАБОТКИ:
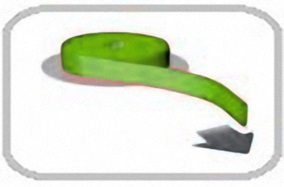
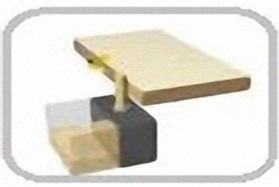
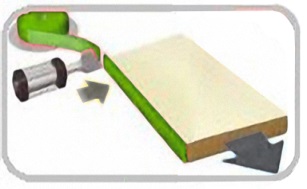
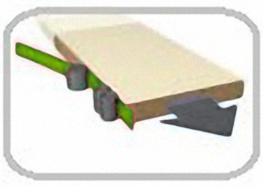
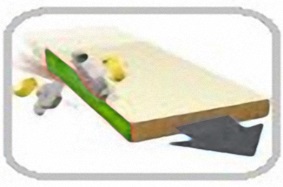
| 1. Подача кромки | 2. Клеевой узел | 3. Гильотина | 4. Пресс группа |
|
|
|
|
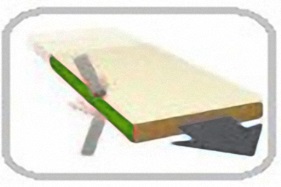
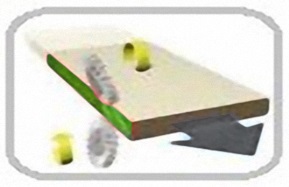
| 5. Узел торцовки | 6. Чистовой узел фрезерования свесов | 7. Узел радиусной циклевки | 8. Полировальный узел |
|
|
|
|
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Скорость подачи 10 м/мин;
- Подогрев направляющей линейки;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS;
- Торцовочный узел для обрезки переднего и заднего свесов пилой;
- Фрезерный узел для снятие свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об/мин. Радиус фрезы 2 мм;
- Циклевка радиусная R = 2 мм;
- Полировальный узел 2 х 0,18 кВт 1400 об/мин;
- Прижимные ролики верхней балки изготовлены из резины диаметром 70 мм, устанавливаются на подшипниках;
- Магазин подачи рулонного кромочного материала;
- Пульт управления вынесен отдельно;
- Поддерживающий суппорт для габаритных заготовок;
- Регулятор сжатого воздуха;
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 
|
Подача заготовки Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 60мм. Этот тип подачи надежно фиксирует и перемещает деталь вдоль станка. Привод- мотор-редуктор. Скорость перемещения заготовки 10 м/мин. Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере. Суппорт поддерживающий выдвигается на 500 мм необходим для опоры крупногабаритных заготовок. 
|

|
Пресс группа Зона прижима состоит из двух роликов. Первый ролик большого диаметра хромированный, второй допресовочный обрезиненный. Отличительная особенность: быстрая полимеризация клея за счет большой площади контакта первого ролика. |

|
Узел торцевой обрезки Промышленный двигатель (12000 об/мин) 0,22 кВт. Узел перемещается по призматической направляющей, это обеспечивает стабильную работу на протяжении всего срока эксплуатации. Отличительные особенности: - Простое линейное движение пилы; - Катриджная система смазки; - Торцовка оснащена системой аспирации. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы. |

|
Фрезерный узел Два промышленных двигателя (12000 об/мин) 2 х 0,37 кВт. Оснащены счетчиками точной настройки на разную толщину кромки. Фрезы целиковые 4 ножа Ф75; Z = 4; R2. Копиры круглые большого диаметра: - Осуществляют плавный заход на деталь. - Исключают повреждение любой облицованной поверхности. - Обеспечивают точное копирование поверхности детали. |

|
Узел радиусной цикли Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки. Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки. Циклевка оснащена стружкосколом. При циклевании на конце детали образуется стружка. Ножик установленный на циклевочном узле всегда срезает стружку с заднего края кромки. |

|
Полировальный узел Полировка необходима для финишной обработки кромки. Данная операция обеспечивает: - Блеск обработанной поверхности, очищает от загрязнений. - Восстанавливает цвет после циклевочного узла. - Формирует микро радиус у тонкой кромки(притупляет острый край). Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,22 кВт. |
 
|
Пульт управления Пульт управления вынесен отдельно. На панели управления отображаются настройки и рабочие параметры: - температура клея, - индикация работы узлов станка. Кнопки включения и выключения подачи заготовки: - торцовочного узла, - фрезерного узла, - полировки, - подогрева направляющей линейки, - аварийная остановка. Направляющая линейка с подогревом. Данная линейка не только задает направление детали относительно рабочих узлов, но и подогревает и подсушивает торец детали. Тем самым подготавливает поверхность для нанесения клея и получения прочного клеевого соединения. |
Характеристики
| Толщина кромочного материала, мм | 0,4 - 2 | |
| Толщина детали, мин/макс, мм | 8 - 35 | |
| Размеры обрабатываемой детали (мин.) - длина x ширина, мм | 180 x 70 | |
| Скорость подачи, м/мин | 10 | |
| Мощность двигателя чистовой торцовки (1 шт.), кВт | 0,22 | |
| Обороты пил, об/мин | 12 000 | |
| Фрезы узла снятия свесов кромки по плоскости (2 шт.), мм | Ø75; Z = 4; R2 | |
| Мощность двигателей фрезерного узла (2 шт.), кВт | 2 х 0,37 | |
| Обороты, об/мин | 12 000 | |
| Мощность полировального узла, кВт | 2 х 0,22 | |
| Обороты, об/мин | 1400 | |
| Общая мощность, кВт | 4,8 | |
| Патрубки системы аспирации, мм | 1 х Ø100 | |
| Питающее напряжение (3 фазы ), В | 380 | |
| Давление сжатого воздуха, бар | 6,5 | |
| Габаритные размеры | ||
| Длина, мм | 2950 | |
| Ширина, мм | 1110 | |
| Высота, мм | 1250 | |
| Вес, кг | 520 | |